产品分类
相关推荐
¥
26.00
耐磨药芯焊丝 ER90S-G 崇友供应 3.2埋弧焊丝 蒂森 d70
¥
85.00
焊条 模具焊丝德国 MRA模具焊丝厂家推荐
¥
35.00
D517耐磨焊条 D517堆焊焊条 电焊机用焊条鼎焊牌
¥
120.00
ENi-C1纯镍铸焊材 斯米克铸铁焊条 Z308镍铸铁焊条
¥
28.00
钛钙型药皮焊条 耐磨堆焊焊条 电力 电焊条PP-D202C PP-D202C钛钙型药皮焊条 孚尔特
¥
35.00
德国法奥迪耐磨焊条 耐磨焊丝销售总代理
|
焊接电流 :
|
80-120
|
材质 :
|
合金
|
|
长度 :
|
300-350mm
|
适用范围 :
|
广泛
|
|
熔点 :
|
详询
|
焊芯直径 :
|
3.2mm4.0mm5.0mm
|
|
品牌 :
|
晶鼎
|
牌号 :
|
各种牌号
|
|
类型 :
|
堆焊焊条
|
直径 :
|
3.2mm4.0mm5.0mm
|
|
工作温度 :
|
详询
|
产地 :
|
济南
|
|
硬度HRC :
|
30-80
|
药皮性质 :
|
碱性焊条
|
|
电流幅度 :
|
80-120
|
型号 :
|
各种型号
|
焊条由焊芯及药皮两部分构成。焊条是在金属焊芯外将涂料(药皮)均匀、向心地压涂在焊芯上。焊条种类不同,焊芯也不同。焊芯即焊条的金属芯,为了保证焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害杂质(如硫、磷等)的含量,应有严格的限制,优于母材。
文山不锈钢焊条焊接位置
焊条由焊芯及药皮两部分构成。焊条是在金属焊芯外将涂料(药皮)均匀、向心地压涂在焊芯上。焊条种类不同,焊芯也不同。焊芯即焊条的金属芯,为了保证焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害杂质(如硫、磷等)的含量,应有严格的限制,优于母材。 焊条中被药皮包覆的金属芯称为焊芯。焊芯一般是一根具有一定长度及直径的钢丝。焊接时,焊芯有两个作用:一是传导焊接电流,产生电弧把电能转换成热能,二是焊芯本身熔化作为填充金属与液体母材金属熔合形成焊缝。
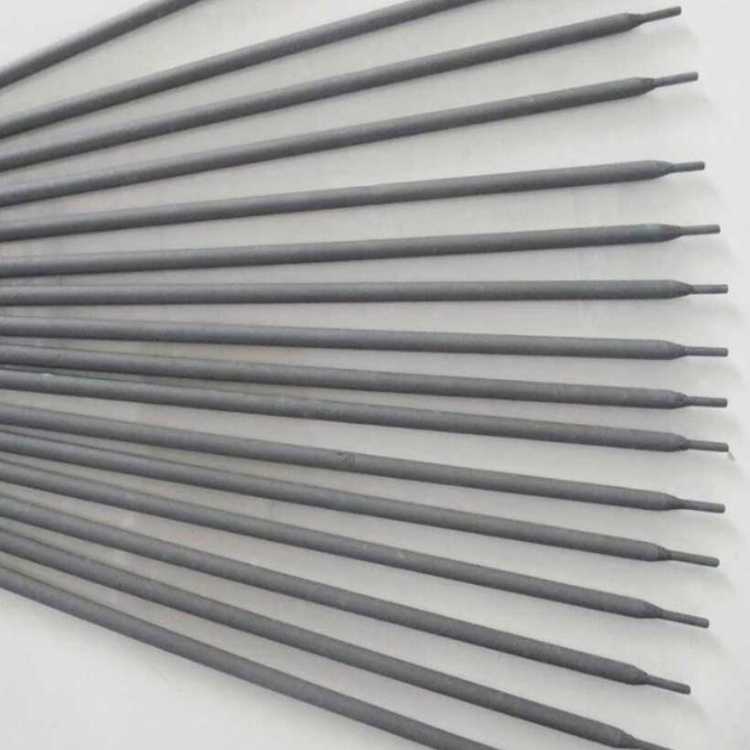
压涂在焊芯表面的涂层称为药皮。焊条的药皮在焊接过程中起着极为重要的作用。若采用无药皮的光焊条焊接,则在焊接过程中,空气中的氧和氮会大量侵入熔化金属,将金属铁和有益元素碳、硅、锰等氧化和氮化形成各种氧化物和氮化物,并残留在焊缝中,造成焊缝夹渣或裂纹。而熔入熔池中的气体可能使焊缝产生大量气孔,这些因素都能使焊缝的机械性能(强度、冲击值等)大大降低,同时使焊缝变脆。
手工电弧焊使用的电焊条,由药皮和焊芯两部分组成。焊接时,电焊条作为一个电极,一方面起传导电流和引燃电弧的作用,使电焊条与基本金属间产生持续的、稳定的电弧,以提供熔化焊所必需的热量。另一方面,电焊条又作为填充金属加到焊缝中去,成为焊缝金属的主要成分。因此,电焊条的组成物与电焊条质量,将直接影响焊缝金属的化学成分、机械性能和物理性质。另外,焊条对于焊接过程的稳定性、焊缝的外表质量、焊接生产率等也有很大的影响。
文山不锈钢焊条焊接位置
文山不锈钢焊条焊接位置
焊芯是焊条的金属芯。为了保证焊缝的质量,对焊芯中各种金属元素的含量,都有严格的规定。特别是对有害杂质(如硫、磷等)有严格的限制,焊芯金属的质量应优于母材。
没有药皮的光杆焊条是不能进行电弧焊接的。这是因为电弧稳定性很差,飞溅很大,焊缝成形不好。经过长期实践,逐渐发现在焊芯外面涂上某些矿物原料(即焊条药皮),焊条性能得到很大改善
文山不锈钢焊条焊接位置
名优甄选
A132不锈钢焊条厂家销售 A022不锈钢焊条 A002不锈钢焊条
4.0不锈钢电焊条304批发 3.2 2.5 广东韶关红日RS-A102不锈钢不锈钢电焊条2.0
A102T不锈钢焊条 4.0mm厂家包邮 E308-17不锈钢焊条 E308-16 铬镍不锈钢焊条 3.2 2.5
W107低温钢焊条 W607低温钢焊条 低温钢电焊条 W707Ni低温钢焊条 W807低温钢焊条
TS306特制防水电焊条
厂家直销 Z308铸铁焊条 现货供应
镍基焊条 ENiCrMo-3 阿克斯 Arcos 1N12 625 美国
上海电力耐热钢焊条 PP-R317耐热钢焊条
A537承压结构钢焊条 铭创焊材
A032不锈钢焊条 河北供应 批发不锈钢焊条
发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~