产品分类
相关推荐
¥
47.80
钢塑管 京华 DN65 给水内衬塑钢管
¥
7200.00
济南津铁钢管代理友发衬塑钢管 济南衬塑钢管厂镀锌衬塑钢管热水衬塑钢管
¥
30.00
金属直管 冀沧钢铁 衬塑管道生产厂家 灌溉给水用管 现货
¥
68.00
钢塑管 深圳讴大养生馆艾灸竹节排气管生产厂家
¥
80.00
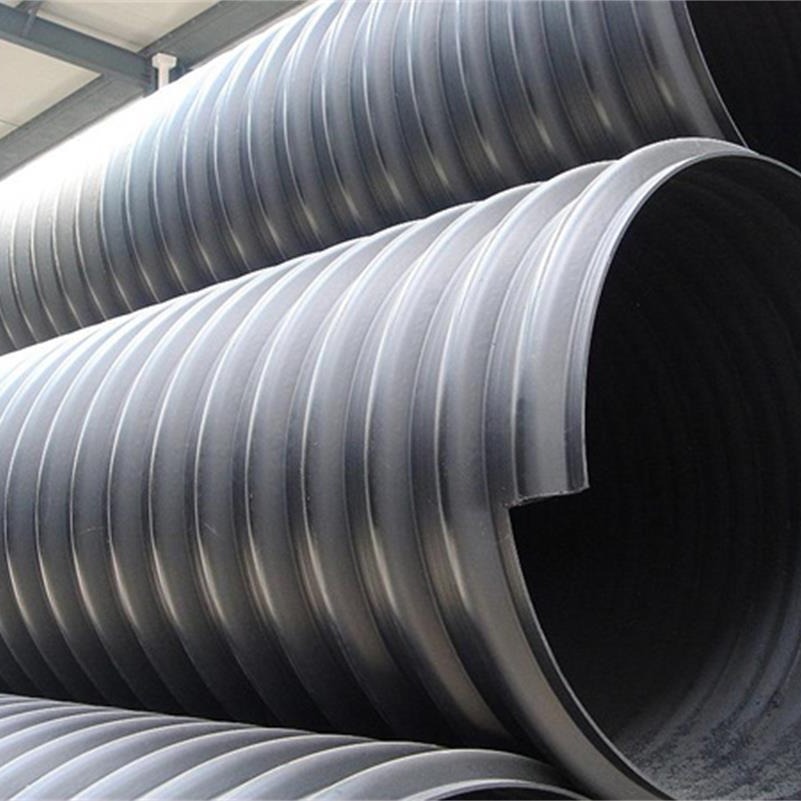
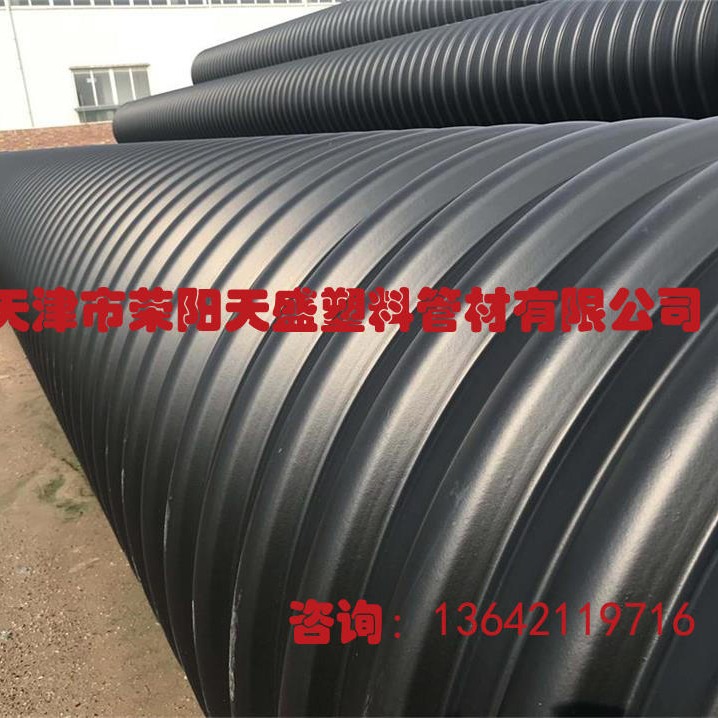
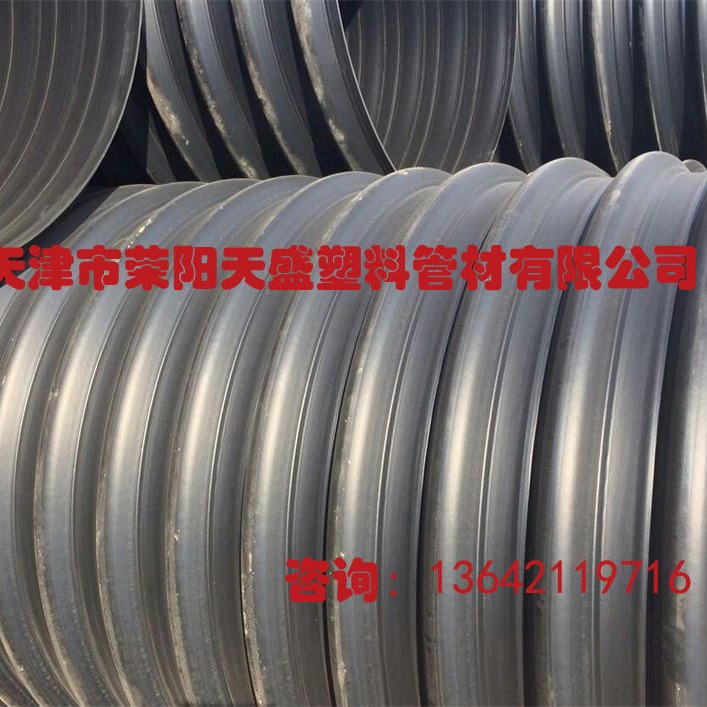
天津荣阳牌钢带增强聚乙烯螺旋波纹管 钢带增强波纹管 钢带增强PE波纹管 钢带增强缠绕管国标
¥
80.00
大口径给排水热浸塑管 大口径给排水管给排水管环氧树脂钢塑复合钢管资质齐全总代直销

钢带增强螺旋波纹管,钢带增强聚乙烯螺旋波纹管,钢带增强波纹管,钢带增强PE波纹管,钢带增强缠绕管连接注意事项:管材架空两代接管端部,使其离地面或沟壁有一定距离(以加热工具在圆周方向操作方便为宜)。
(3)、将热收缩管穿套在两待连接管的一端上,拉到距连接面大于500mm的位置(此时热收缩管内壁的防护纸层不能被破坏,必须完整才能防止污物、灰尘和水等侵入热收缩管内壁)。
(4)、打磨将两待接管距对接端面120mm长的圆柱表面层打磨粗糙、波峰和波谷槽都要用钢丝刷磨粗糙,少要打磨三个半波节长,钢丝刷的外形应与波纹管外形一致(每一个规格配一种钢丝刷)。
(5)、用清洁的纱布,将打磨后的管端部分擦干净。
(6)、将两对接管端面对齐并固定,不能有错位。
(7)、用与被连接管相熔的PE焊条,用小喷嘴的小束红色火焰或小热风束加热接缝处和焊条,在圆周上均匀焊接四处以上(焊缝长一些为好),以将两管连接处固定。
(8)、用红色火焰预热两管端(距对接端面三个波距)的圆周面,使表面温度达到40--50(预热温度应比热熔胶的软化点温度低15以上),可使用表面温度计进行监控。

9)、在连接处缠绕并同时烘烤加强纤维热收缩带,要求至少绕过圆周一周以上并搭接牢固。
(10)、预热待接管两端到打磨线以内,使表面温度达到40--50。
(11)、小心移动热缩管到一端打磨面内,移动的位置大约是:从开始加热处距对接端面的距离大约为热缩管的1/3左右(根据什算加实际经验后定各规格的长度),并去掉热缩管内防护纸层(注意不要将纸屑等污物粘在已预热的波纹管面和热缩管内壁上)。

名优甄选
大口径给排水管给排水管环氧树脂钢塑复合钢管资质齐全服务周到 大口径给排水钢塑复合管
喷淋系统用钢塑复合管 喷淋系统复合管给排水管环氧树脂钢塑复合钢管资质齐全优质服务
钢塑管 锦州生产钢带增强缠绕管 钢带增强螺旋波纹管厂家质量好
钢带增强PE波纹管市政专用 大同荣阳牌钢带增强聚乙烯螺旋波纹管
钢塑管 热浸塑钢管绿色_百川管业_电缆保护热浸塑钢管
大口径给排水管给排水管环氧树脂钢塑复合钢管资质齐全信誉保证 大口径给排水钢塑复合管
大口径给排水管给排水管环氧树脂钢塑复合钢管资质齐全优惠促销 大口径给排水热浸塑管
大口径给排水管给排水管环氧树脂钢塑复合钢管资质齐全性价比高 大口径给排水热浸塑管
dn165 鑫顺通 工业建设强电穿线用管 直埋FRP玻璃钢电缆管 水利建设玻璃钢电力管
DN100 钢塑管 给水内衬塑钢管 京华
发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~